
 電化鋁91香蕉在线视频
電化鋁91香蕉在线视频 電化鋁燙印箔91香蕉在线视频
電化鋁燙印箔91香蕉在线视频 燙金紙91香蕉在线视频
燙金紙91香蕉在线视频 燙金膜91香蕉在线视频
燙金膜91香蕉在线视频 四軸一寸收卷91香蕉在线视频
四軸一寸收卷91香蕉在线视频 燙金箔91香蕉在线视频
燙金箔91香蕉在线视频服務熱線
180-5003-0233
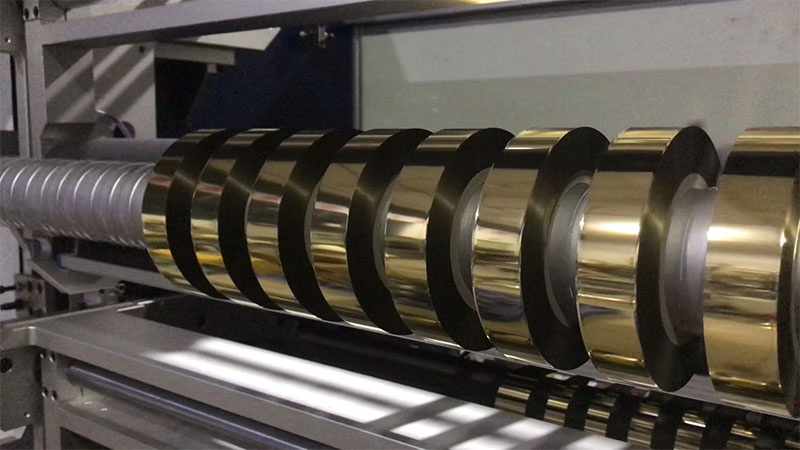
“毛邊”問題本質上就是分切後的箔帶邊緣出現不規則、起毛、有細小箔粉或拉絲的現象。這會導致燙金時:
1. 燙印圖案邊緣不清晰、不光滑,出現多餘的金粉或毛刺。
2. 容易掉粉,汙染燙印版和工件。
3. 轉移不良,斷箔甚至無法正常生產。
下麵我將從 原因分析 和 實戰解決方案 兩個方麵進行分享。

一、 毛邊問題的根本原因分析
導致分切毛邊的因素可以歸結為三大類:分切設備、分切工藝、燙金箔本身。
1. 分切設備因素 (最關鍵)
◦ 刀片鋒利度:這是最最常見的原因。鈍化的刀片無法“切”斷箔,而是“擠”斷或“撕”斷箔,必然產生毛邊和箔粉。
◦ 刀片角度與安裝:上下刀片的配合間隙(間隙過大或過小)、重疊量(吃刀深度)不正確,都會導致切割不徹底。
◦ 刀軸跳動:刀軸如果存在跳動,會導致切割過程中壓力不穩定,局部切不斷。
◦ 放卷與收卷張力:張力不穩定或設置不當(過大或過小),會使箔帶在分切過程中抖動或拉伸,影響切割的穩定性。
◦ 導輥、過輥:有磨損、有凹槽或不光滑的導輥會劃傷箔麵或導致箔帶跑偏,間接引起毛邊。
2. 分切工藝參數
◦ 分切速度:速度過快,刀片的切割頻率跟不上,容易產生熱量和拉絲現象。
◦ 環境溫濕度:環境過於幹燥容易產生靜電,導致箔粉飛揚並吸附在切邊上;濕度過大可能影響箔帶的物理特性。
3. 燙金箔本身因素
◦ 塗層質量:離型層和膠水層的配方工藝不佳,導致其內聚力或附著力不平衡,分切時容易崩邊、掉粉。
◦ 基材(PET薄膜):基膜太厚或太硬,對刀片的磨損大;太薄或太軟則容易拉伸變形,都對分切要求更高。
◦ 儲存環境:箔受潮或放置時間過長,可能導致塗層性能變化,變得脆或粘,影響分切效果。
二、 實戰解決方案與經驗分享
遇到毛邊問題,請遵循 “由外到內,由易到難” 的排查原則。
第一步:立即檢查與調整(最直接的行動)
1. 更換刀片!更換刀片!更換刀片!
◦ 重要的事情說三遍。 這是解決90%突發性毛邊問題的首選操作。不要試圖去打磨舊刀片,直接更換為全新的、高質量的圓刀片。
◦ 經驗之談:建立刀片使用記錄,定期強製更換,而不是等到切不動了再換。對於高要求的產品,分切一定米數後即使看起來還行也要換。
2. 檢查並調整刀位
◦ 間隙調整:確保上下刀片之間的間隙合適。通常對於燙金箔這種薄材,間隙應非常小,一般在0.001-0.003英寸(約0.02-0.07mm),甚至“似碰非碰”的狀態。口訣:間隙寧小勿大。
◦ 重疊量(吃刀深度)調整:上刀(圓刀)切入下刀(底刀)的深度要合適。太深會加劇磨損並可能切穿PET基膜,太淺則切不斷。一般切入深度為刀鋒的1/3到1/2為宜。
◦ 實戰技巧:在調整時,可以用一張薄紙(如拷貝紙)放在刀間拉動,感覺有阻力但又能被順利切斷,這個手感就差不多了。
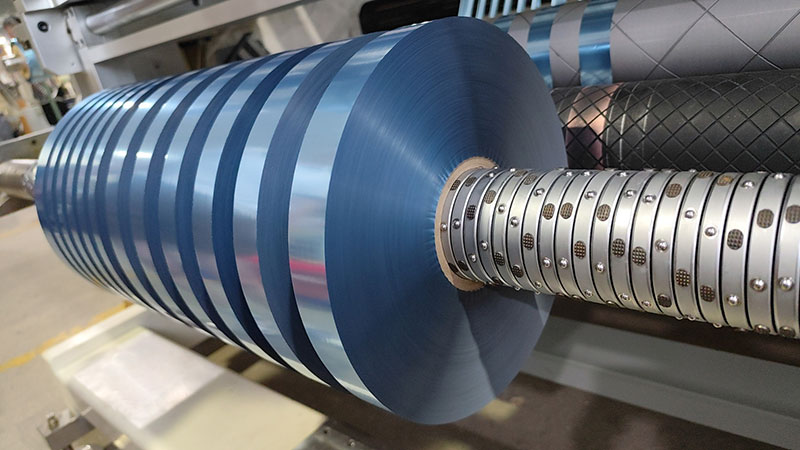
3. 檢查並調整張力
◦ 放卷張力:保證放卷平穩,不抖動。張力不宜過大,否則會過度拉伸箔帶。
◦ 收卷張力:收卷張力要適中且均勻。張力過大會將已經切出毛邊的箔帶壓實在卷上,看起來更嚴重;張力過小則收卷不齊,運行時容易產生新的問題。
◦ 經驗:觀察分切過程中的箔帶,應處於平整、緊繃但無震顫的狀態。
第二步:深度排查與維護
如果第一步無法解決,需要進行深度排查。
4. 設備全麵保養
◦ 檢查刀軸:用千分表檢查刀軸的徑向跳動,確保其在允許範圍內(通常要求非常嚴格)。
◦ 清潔和檢查導輥:徹底清潔所有導輥,用手觸摸感覺是否有凹凸不平的磨損點。更換有問題的導輥。
◦ 檢查氣漲軸、滑塊等:確保所有傳動部件運行平穩,無鬆動。
5. 優化工藝參數
◦ 降低分切速度:嚐試將分切速度降低30%-50%,觀察毛邊現象是否改善。如果改善明顯,說明可能是刀片配合或材質本身不適合高速分切。
◦ 控製環境:如果車間過於幹燥,考慮使用加濕器或離子風扇消除靜電。
6. 與箔供應商協同解決
◦ 反饋問題:將出現問題的箔卷批次、現象詳細反饋給供應商。
◦ 索取樣品對比:索取同一批次和不同批次的樣品,在自己的設備上做對比分切測試。如果別的批次沒問題,則是該卷箔的質量問題;如果都有問題,可能是你的設備或工藝與該型號箔不匹配。
◦ 探討箔的適應性:有些特殊箔(如鐳射箔、防偽箔)由於塗層更厚或更特殊,確實更難分切。與供應商探討他們是否有分切工藝建議,或者能否推薦更易分切的替代型號。
三、 總結:建立預防性維護體係
要徹底擺脫毛邊問題的困擾,不能總是事後補救,而應建立預防性體係:
1. 標準化作業(SOP):製定詳細的分切作業指導書,包括刀片更換頻率、安裝標準、張力設置範圍、速度範圍等。
2. 首件檢驗:每卷箔分切開始時,先用低速分切一段,用高倍放大鏡檢查切邊質量,合格後再提速量產。
3. 定期保養計劃:嚴格執行設備的日、周、月保養計劃,重點關照刀軸、導輥等關鍵部件。
4. 刀片管理:采購高品質刀片,並做好使用記錄,實現預測性更換。
5. 供應商管理:與優秀的燙金箔供應商建立長期合作關係,他們能提供更穩定和質量更好的產品,以及專業的技術支持。
希望這些實戰經驗能對您有所幫助!解決工藝問題需要耐心和細致的排查,祝您生產順利!


